Toleranzmanagement
1. Zielsetzung (Warum?)
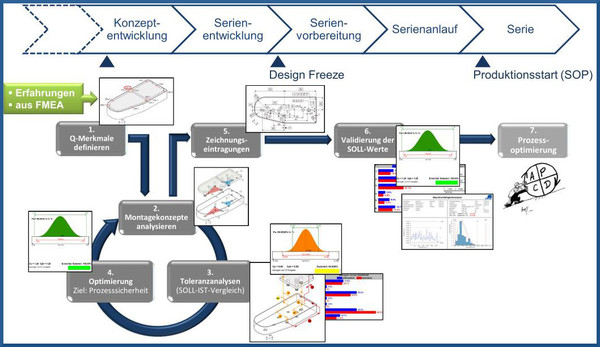
Die FMEA liefert Impulse über bestehende Risiken und kritische Einflussgrößen hinsichtlich angestrebter Qualitätsziele. Die Aufgabe des Toleranzmanagement ist es, diese aufzunehmen und systematisch mit Hilfe von statistischen Toleranzberechnungen zu analysieren. Daraus entstehende Toleranzmodelle werden entlang des Produktentstehungsprozesses (PEP) immer weiter detailliert. So wird es möglich, schon früh im PEP belastbare Aussagen darüber zu bekommen, ob eine angestrebte Baugruppenqualität prozesssicher erreicht wird und welche Anforderungen die Einzelteile als auch die Montage für die Zielerreichung erfüllen müssen.
2. Vorgehensweise (Wie?)
Entsprechend den funktionalen Zusammenhängen (Funktionsnetz) und den Fehlernetzten wird überall dort, wo kein oder ein ungenügende statistische Toleranzmanagement herrscht, dieses beauftragt. Auf der Basis der Erkenntnisse des TM werden Optimierungsmaßnahmen konstruktiver Art und/oder hinsichtlich der Montage (Sequenz, Vorrichtungen, etc.) eingeleitet.
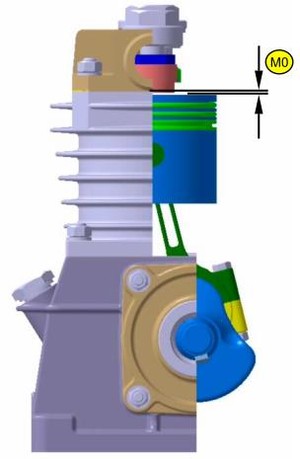
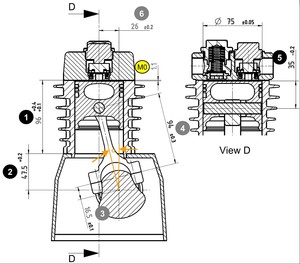
Beispiel - Kompressor
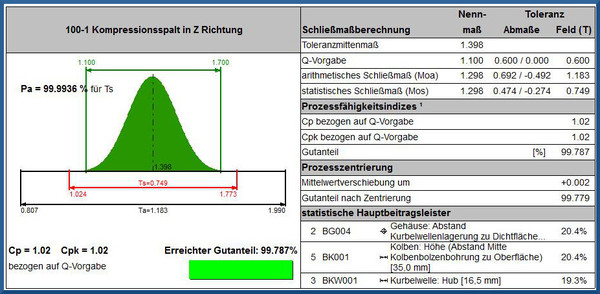
In der FMEA wurde der Kompressionsspalt [M0] als kritisches Merkmal identifiziert. Für die Erfüllung der Funktion werden an den Kompressionsspalt folgende Spezifikationen gestellt:
N0 = 1,1 mm
Spezifikationsgrenzen: +0,6 /0,0 mm
3. Ergebnis
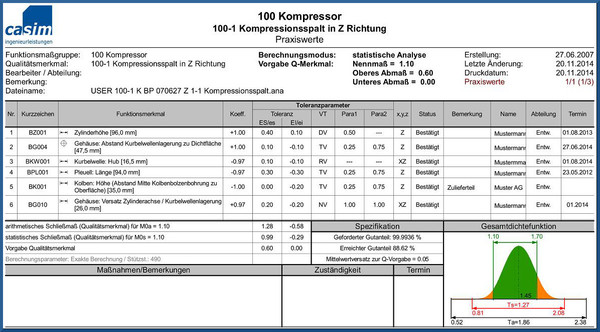
Abgeleitet aus dem Funktionsnetz der FMEA entsteht ein Toleranzmodell, auf dem die statistische Toleranzberechnung basiert.
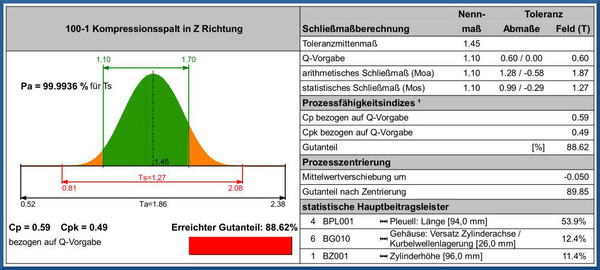
Die angestrebte Qualität lässt sich unter den gegebenen Umständen, d.h. den zurzeit geltenden Toleranzen nicht prozesssicher einhalten. Die geringen Werte für Cp = 0,59 und Cpk = 0,49 zeigen dies ganz deutlich (angestrebt war Cp > Cpk > 1,33). Nur gut 88% aller Kompressoren würden den notwendigen Kompressionsspalt erfüllen. Die „Rote Ampel“ unterstreicht dies visuell.
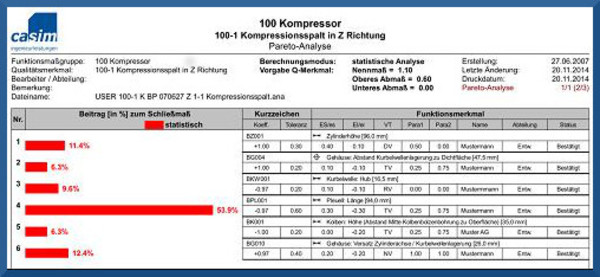
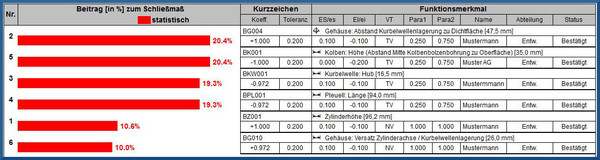
Optimierung
In einen nachgeschalteten Optimierungsprozess wurden die Optimierungspotenziale mit Hilfe einer Beitragsleisteranalyse identifiziert und innerhalb des TM bewertet.
Die geplanten und realisierten Maßnahmen werden in der FMEA dokumentiert, verfolgt und nach Abschluss geschlossen. Die FMEA dient als Tracking-Tool und zeichnet die durchgeführten Maßnahmen auf. Im Rahmen der entwicklungsbegleitenden Verifizierungstätigkeiten wird die Wirksamkeit der Maßnahmen nachgewiesen.