Control Parameter or Noise Factor? The FMEA Cut for Controls
Many FMEAs fail not because of their content but because of a wrongly chosen control. Anyone who treats noise factors as control parameters plans prevention controls that cannot take effect. Anyone who manages control parameters as noise factors builds up detection controls where a simple setpoint definition would have been enough.
The distinction between design FMEA and process FMEA does not help here. It only organises who runs the analysis. It says nothing about the right choice of control. The decisive cut lies one level deeper: can the parameter be set through design or process, or is it given?
This distinction is not methodologically new, it comes from Robust Design according to Taguchi. In day-to-day FMEA work it is often skipped because it has no fixed place in the standard worksheets.
After this article you will decide in seconds whether a parameter is a control parameter (Cᵢ) or a noise factor (Nᵢ), and which control logic follows from that.You will have the mandatory criteria at hand, the 4M noise scheme for the P-FMEA, the product noise scheme for the D-FMEA and three practical rules for documenting the separation cleanly in your worksheets.
Two cuts through the FMEA, only one decides
In every FMEA discussion two cuts exist in parallel, but they have very different value for the methodology.The organisational cut separates design FMEA and process FMEA. It is useful for clarifying responsibility: Who runs the analysis? Which team reviews the result? Which phase of the development process are we in? For the question of whether a prevention or a detection control is needed, however, this cut gives no answer.
The decisive cut runs across it. It separates every single parameter in an FMEA row into two categories: control parameters (Cᵢ, designable) or noise factors (Nᵢ, given). Only this cut decides which control can take effect. Anyone who skips it inevitably ends up with controls that do not reduce the risk.
One function, three roles: Y = f(M, Cᵢ, Nᵢ)
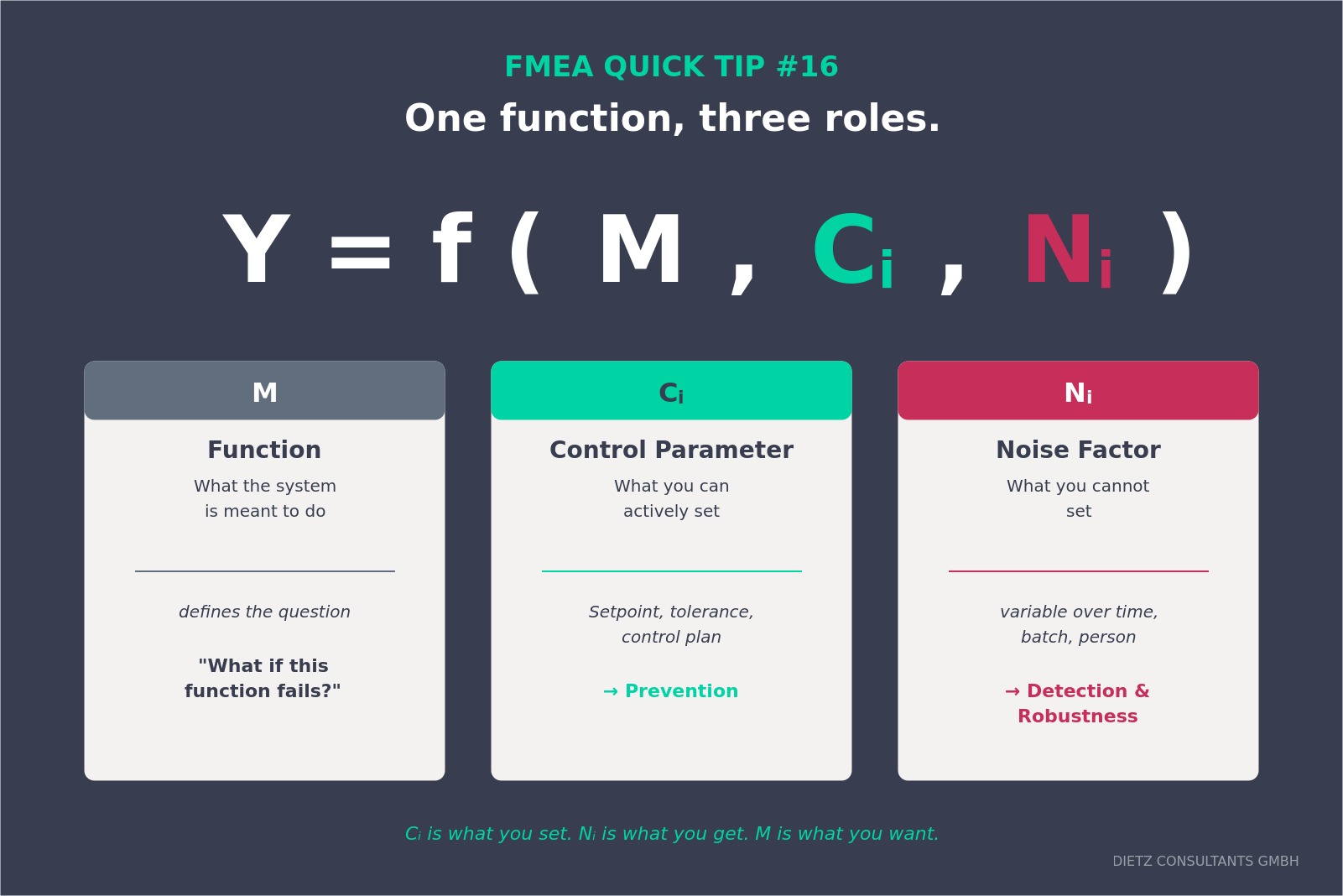
Behind every output of a system or process stands a function with three input variables that take on clearly distinct roles in the FMEA.
M (Intent) is the function that the system or process is meant to fulfil. M defines the question the FMEA asks: what happens if this function fails?
Cᵢ (Control Parameter) are the variables the team can actively set. Setpoint, tolerance and reaction plan are documented. Cᵢ belongs in the Control Plan and drives prevention controls.
Nᵢ (Noise Factor) are the variables the team can identify but cannot set economically. They vary over time, batch, shift, person or environment. Nᵢ belongs in the validation plan and drives detection and robustness controls.
The rule: Cᵢ is what you set. Nᵢ is what you get. M is what you want.
Same letters, different categories
Cᵢ and Nᵢ exist in both the D-FMEA and the P-FMEA. The letters are identical, the frame of reference is not. Anyone who mixes the two schemes creates inconsistencies that stand out in every audit.
Noise scheme of the D-FMEA: on the product in use
In the design FMEA, the noise factors act on the product under operating conditions. The classic five-part scheme:
- N1: Piece-to-piece variation
- N2: Change over time (wear, ageing)
- N3: Customer use (use case, load spectra)
- N4: External environment (temperature, humidity, vibration, EMC)
- N5: System interactions (interaction with adjacent subsystems)
Noise scheme of the P-FMEA: on the process in production
In the process FMEA, the noise factors act on the manufacturing process. The scheme follows the classic 4M frame plus interaction:
- N1: Man variation (operator, shift, experience)
- N2: Machine variation (tool wear, drift, machine scatter)
- N3: Material variation (batch, supplier, property scatter)
- N4: Work environment (climate control, cleanliness, lighting)
- N5: Process interaction (interaction with upstream or downstream process steps)
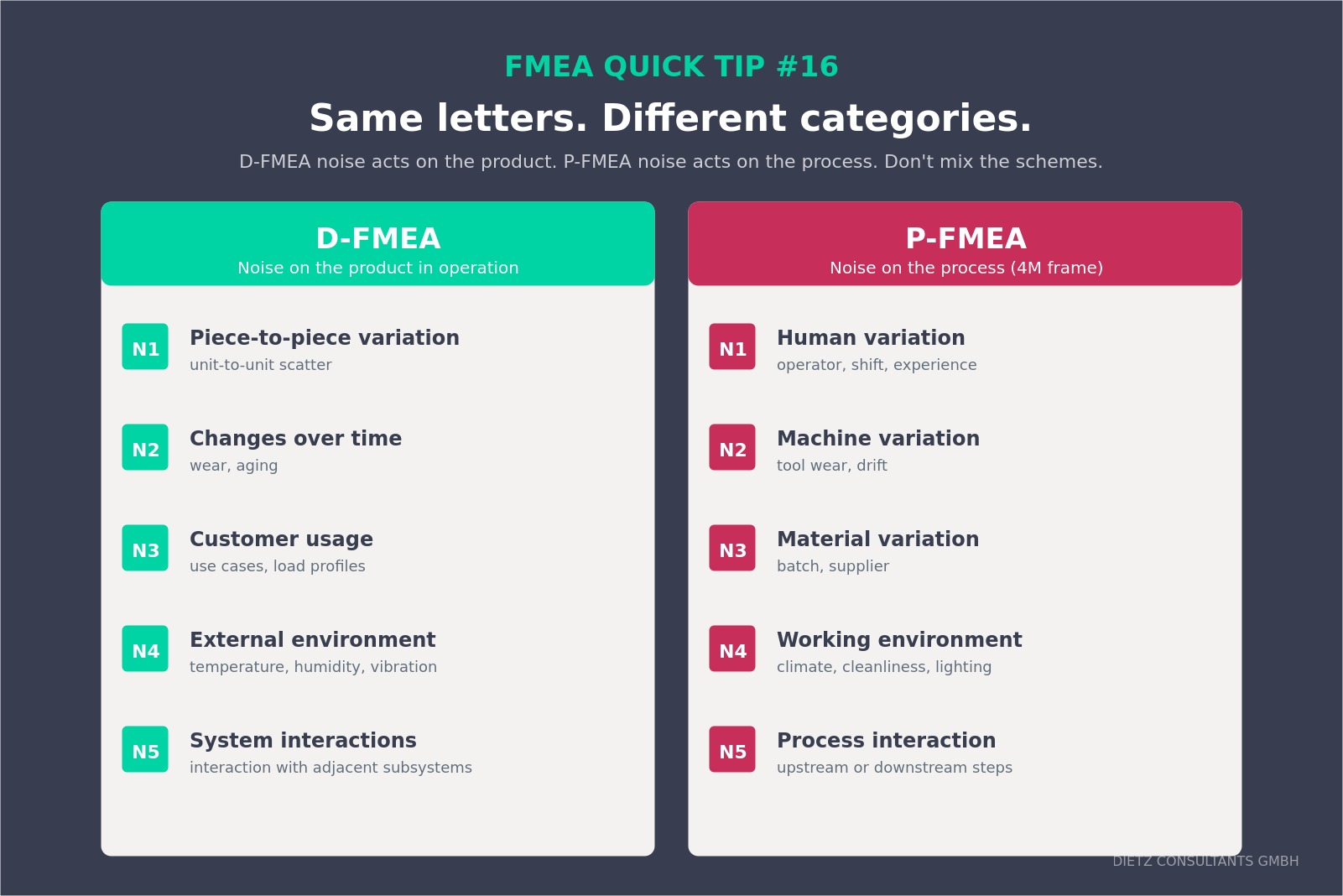
Important: the D-FMEA scheme and the P-FMEA scheme are not mixed. An N3 means customer use in the D-FMEA and material variation in the P-FMEA. Anyone who treats the two as the same loses the link to customer complaints and validation results.
Meet all mandatory criteria or wrong column
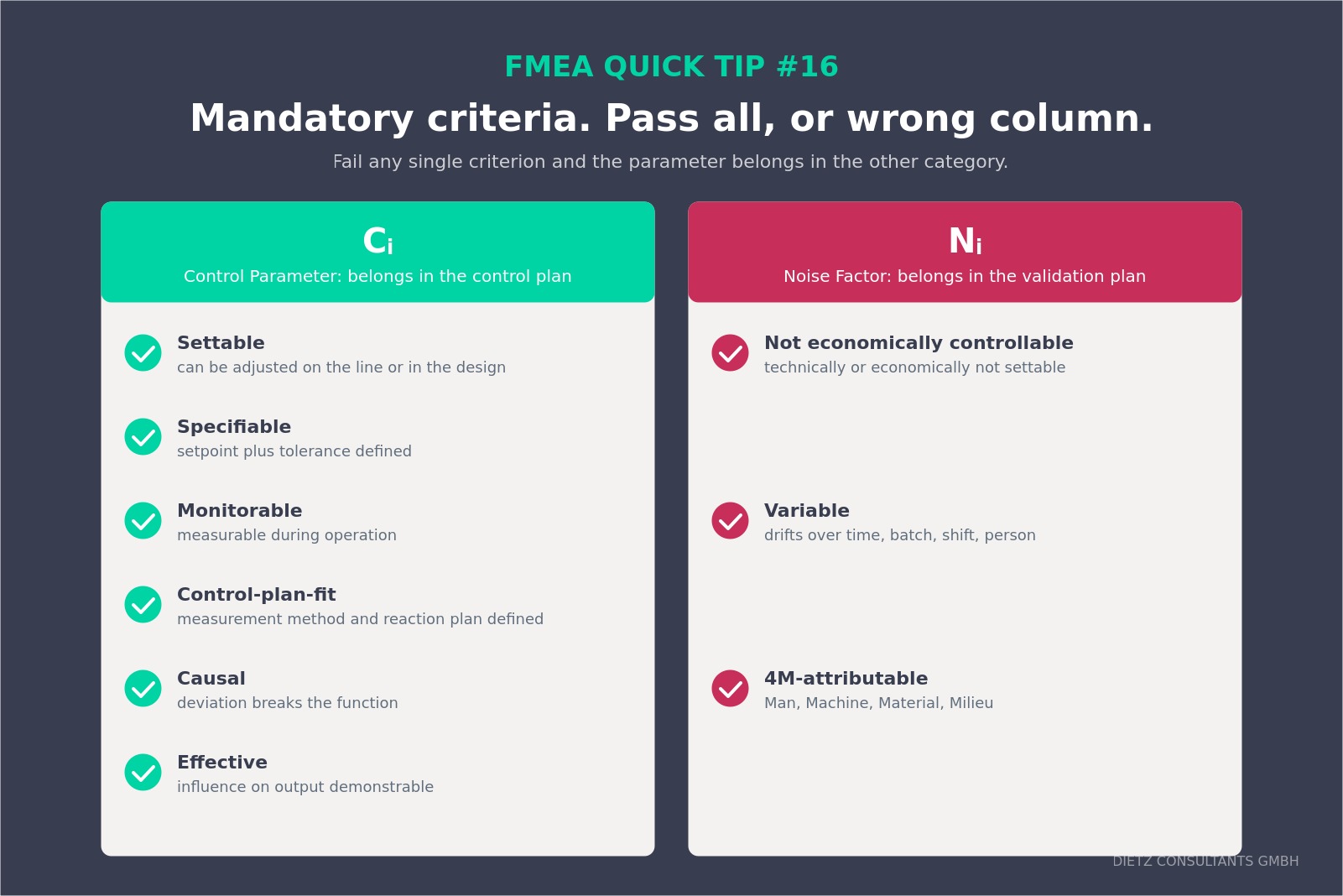
The separation between Cᵢ and Nᵢ is not stylistic, it is rule-based. Every parameter must pass a checklist in full, otherwise it belongs in the other column.Mandatory criteria for control parameters (Cᵢ):
- Adjustable: can actually be changed on the line or in the design
- Specifiable: setpoint plus tolerance are defined
- Monitorable: can be measured during operation
- Control-Plan-ready: measurement method and reaction plan are documented
- Causal: a deviation breaks the process or product function
- Effective: the influence on the output is demonstrableMandatory criteria for noise factors (Nᵢ):
- Not economically controllable: cannot be set technically or economically
- Variable: drifts over time, batch, shift, person or environment
- 4M-assignable: can be clearly assigned to a source (Man, Machine, Material, Environment)
If a criterion on the Cᵢ side is missing, the parameter is in truth Nᵢ. If a criterion on the Nᵢ side is missing, it is in truth Cᵢ. Gut feeling does not replace the checklist.
Three habits you should drop
Three recurring patterns show up in many FMEAs and weaken the meaningfulness of the whole analysis.
Habit 1: Subjective terms as a process characteristic. Good, sufficient, clean are not process characteristics. A Cᵢ needs a setpoint, a tolerance and a measurement method. If you cannot define those, the parameter is not a Cᵢ.
Habit 2: A noise factor without a containment strategy. Noise factors without a follow-up action are only notes, not an FMEA result. The follow-up action is not to eliminate but to robustify, that is, to validate the design under these noise factors. The control aims at robustness, not at elimination.
Habit 3: Mixing Cᵢ and Nᵢ in the same column. Without clear labelling, the review cannot tell where prevention and where detection is required. Two labelled columns or one clear tag per row solve the problem in minutes.
The guiding question: can you set it?
If you take away only one question, it is this: do not ask whether you can measure the parameter, but whether you can set it.
Measurability alone does not qualify a parameter as Cᵢ. Many noise factors are excellently measurable, yet they remain Nᵢ because they cannot be set. Only settability under economic conditions turns a measurement into a control parameter.With this guiding question, every FMEA row is classified in seconds, and the debate about prevention versus detection controls becomes unnecessary because it follows from the classification.
Example: pepper slicing line
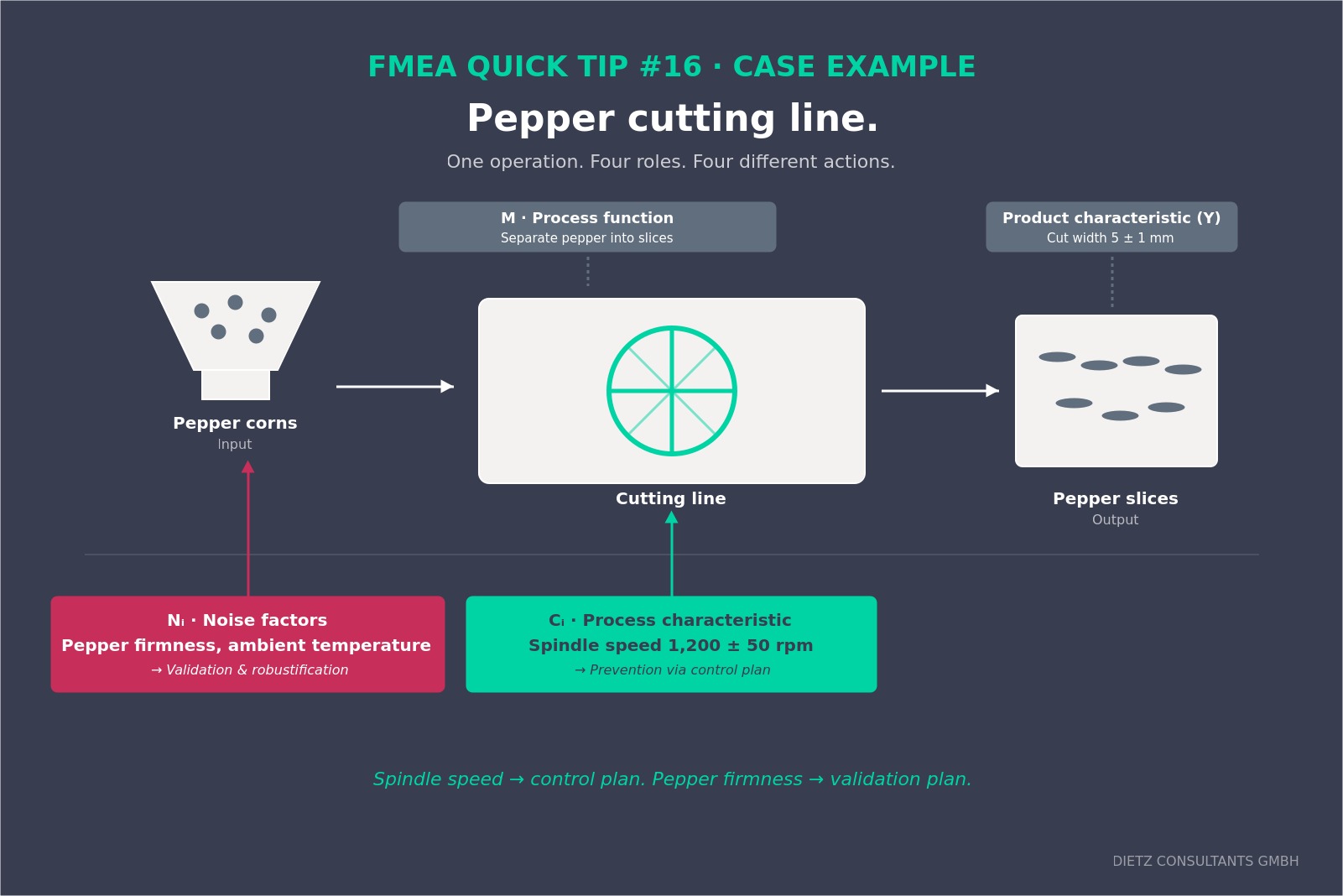
A pepper slicing line provides a didactically clear example, because the four roles are clearly distinguishable and control parameters and noise factors can be contrasted as if from a textbook.
The four roles in this line:
- Process function (M): separate peppercorns into slices.
- Product characteristic (output): slice width 5 ± 1 mm.
- Process characteristic (Cᵢ): spindle speed 1,200 ± 50 rpm.
- Noise factors (Nᵢ): peppercorn hardness (material batch), ambient temperature.
The spindle speed is Cᵢ because all six mandatory criteria are met: adjustable, specifiable, monitorable, captured in the Control Plan, causal and effective.
Control logic: prevention via setpoint, tolerance window and reaction plan in the Control Plan.
The peppercorn hardness is Nᵢ because it varies with the material batch and is not economically controllable.
Control logic: validate the design under this variation, that is, make the cutting function robust across the expected hardness range. The ambient temperature is likewise Nᵢ and is captured with the same logic in the validation plan.
For every FMEA row, ask first: can I set this parameter?
If yes, it is Cᵢ and belongs in the Control Plan. If no, it is Nᵢ and belongs in the validation plan. This single question separates effective from ineffective controls.
Author: Winfried Dietz, CEO Dietz Consultants GmbH
Winfried Dietz is CEO of Dietz Consultants GmbH and has supported development organisations worldwide for more than 30 years in introducing and maturing the FMEA methodology. He is a trainer, author and speaker for FMEA according to AIAG-VDA. You can find more of the FMEA Quick Tip series on LinkedIn.